Sheet Metal Gap No Welding

Techtips Mig Butt Welding

How To Mig Weld Large Gaps A Beginners Guide Welders Lab

Sheet Metal Closed Corner Options Exposed

How To Achieve Perfect Welds On Sheet Metal Manual Perfect Panel Preptool From Eastwood Youtube

Tig Welding Thin Sheet Metal Settings Youtube

Mig Weld A Butt Joint

To avoid rework follow the measure twice cut once rule.
Sheet metal gap no welding. Place the welding tip wire at the gap and tack weld several small spots spacing them evenly apart. While replacing body panels overheating and warping thin sheet metal is common. Welding 18 and 20 ga sheet metal. Most textbooks tell you to butt thin sheetmetal together then tack and weld.
Offered independently and as a complete solution all works are undertaken to the highest quality with our iso 9001 certification. There are 2 basic methods to mig welding large gaps the first is to use filler metal to help cover the gap that is cut to size to fill the gap and help make the weld a smoother process. If so you can use 035 mig wire and hammer weld the panels then file and metal finish. Caron first addresses why you should avoid g.
Welding thin metal demands tight fit up. Now a word about that money that i mentioned specifically those nickels and dimes. You are tig welding theses panels. Fit up and joint design.
If the parts fail to touch each other for even 1 16 inch you have created a hole that invites burn through and a gap that can t absorb the heat. You want no gap. In 20 to 22 gage sheet metal your fit up gap for mig butt welding should be no less than the thickness of an unworn dime but it doesn t hurt to be stingy with your money and generous with your fit up gap. When i was taught gas welding at a coommunity college the instructor insisted that all metal 1 8 or less should have a gap of the metal thickness between them.
Then you tack and weld. A gas welding technique question. The second is to do a root pass to fill the bottom of the gap and using stringer beads to fill the gap. Then tack between the two previous tacks.
Including in house cutting forming welding machining and finishing. Tack in a few places apart from each other and wait until the panel is cool to the touch. Imagine a butt weld on 20 to 24 gauge metal. He claimed much reduced distortion as a result.
Microtack Revolutionizes Tack Welding Of Thin Sheet Metal Welding Value

Metal Work Welding Sheet Metal

How To Fill Gaps Mig Welding Youtube

Simple Sheet Metal Brake No Welding Sheet Metal Brake Sheet Metal Tools Sheet Metal Bender

Don T Fear The Gap Tig Welding Gaps Youtube

Quick Tip Spot Welding 22 Gauge Sheet Steel Youtube

How To Weld Sheet Metal Tig Mig Welding Thin Metal

Say Good Bye To Burn Through New Pulsed Welding Technology Solves Problems Common To Welding Sheet Metal
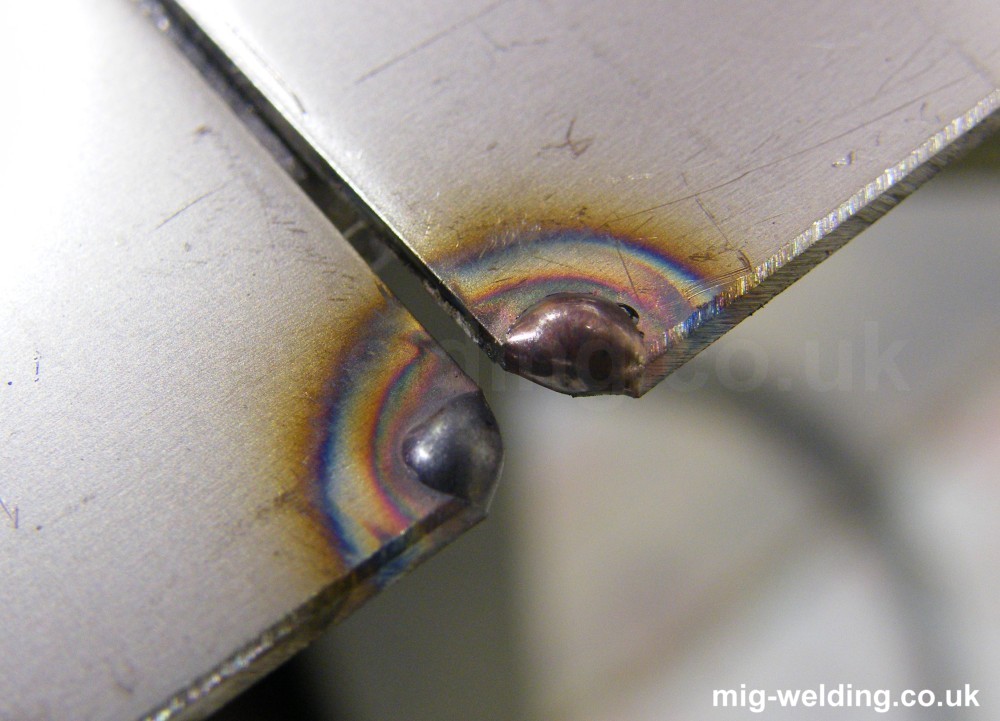
Tig Tutorial Butt Welds And Tacking

How To Weld Sheet Metal Part 1 Of 2 Welding Sheet Metal Basics With Eastwood Youtube

Tig Welding Sheet Metal How To Get The Best Results With Our 11 Top Tips Rate My Welder

How To Make A Sheet Metal Box Sheet Metal Sheet Metal Fabrication Metal Box

Wqnw Ljlp5jxrm

Stick Welding Sheet Metal Viewer Request Youtube

Mig Welding Tutorial

Controlling Warpage In Welding For Sheet Metal Fabrications Wiley Metal

Reducing Rework In Manufacturing 5 Tips To Improve Mig Welding Sheet Metal

Arc Welding Rods Guide Welding Rods Welding 6011 Welding Rod
1

Stick Welding Sheet Metal With 6013 Rods Beginner Welding Series Youtube

How To Weld Sheet Metal On A Car Diy Welding Shielded Metal Arc Welding Sheet Metal

Roller Bender Roller Former Roll Former Sheet Metal Bender Rb 100s Sheet Metal Bender Metal Bender Sheet Metal Tools

Pin On Ironwork Project Mtl

Tech Tip How To Easily Fill Gaps In Metal Youtube

Eastwood Stitch Weld Magnets For Patch Panels 8 Pack
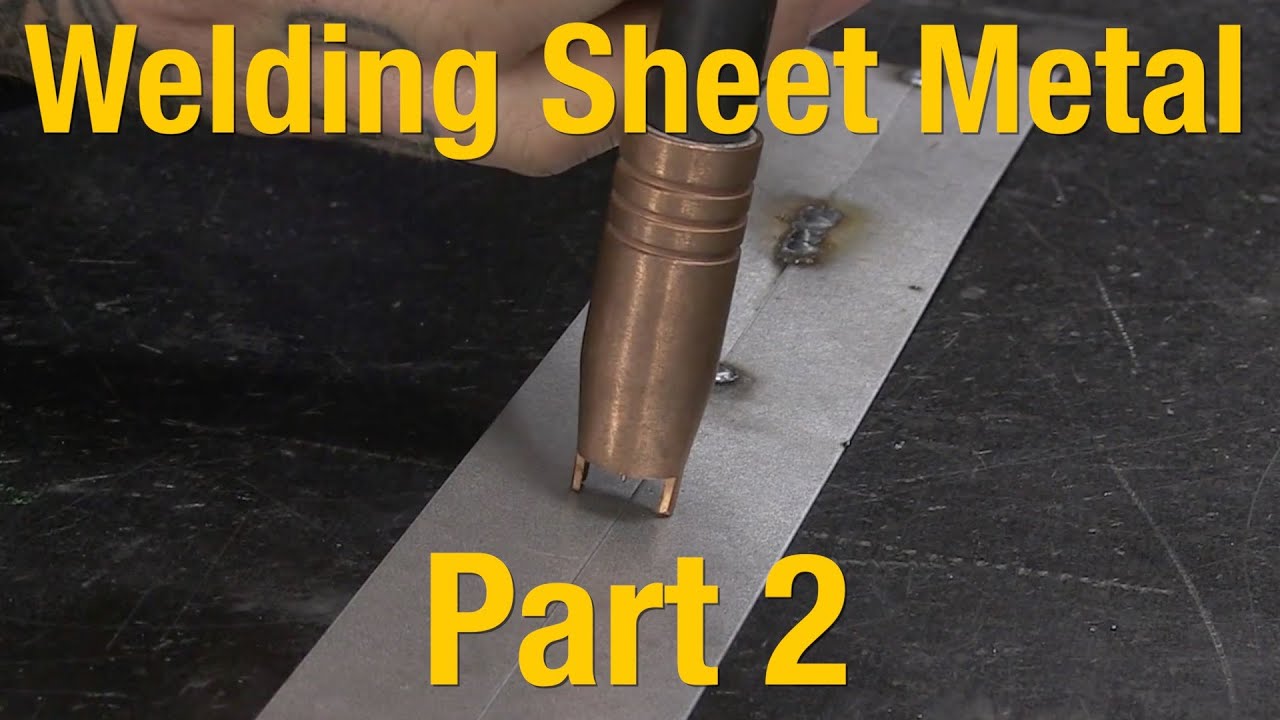
How To Weld Sheet Metal Part 2 Of 2 Welding Sheet Metal Basics With Eastwood Youtube
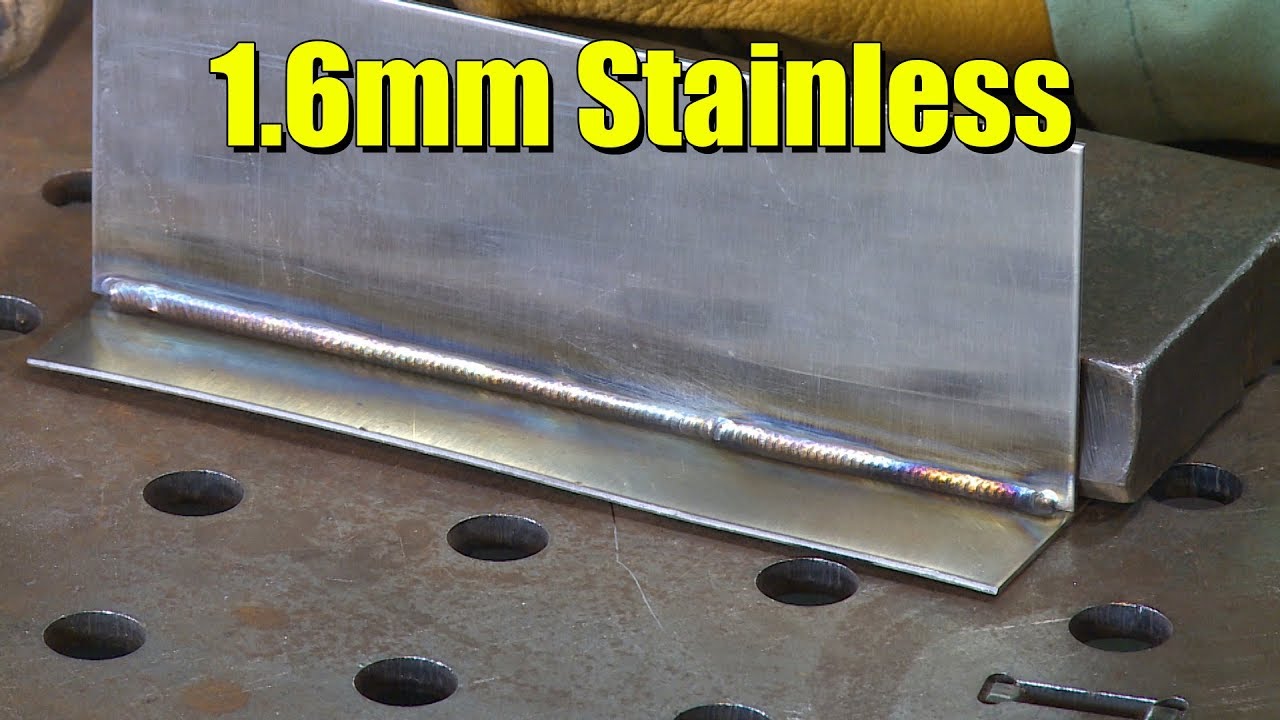
Tig Welding 1 6mm Stainless Fillets Viewer Request Youtube
8 Mistakes To Avoid When Designing Sheet Metal Parts

Round Shrinker Jaws Heliotech Labyrinth Gap Model Diameter 40 Mm 03086 1024x768 A Eng In 2020 Metal Shaping Metal Shop Sheet Metal Fabrication

Move Your Company Forward By Empowering Welders On Metal Fabrication Shop Floor To Learn Robotic Automatio Metal Fabrication Automation Sheet Metal Fabrication

Pin On My Work

Sheetmetal Corner Seam Tool Autodesk Community Fusion 360
Tips For Welding Sheet Metal Youtube

Solidworks Sheetmetal Close Corner Weld Corner Corner Relief Chamfer Fillet Hindi Urdu Youtube

How To Fix 8 Common Welding Problems With These Easy Steps Wia

Amazon Com Eastwood Intergrip Panel Clamps Set Butt Joint Weld Fabrication Clamps Set Auto Metal Sheet Plate Soldering Clamp Automotive

How To Weld Auto Body Sheet Metal Welding Picks

4 Types Of Metal Welding Apx York Sheet Metal

How To Fill Large Gaps Holes With A Mig Welder Youtube

Pin By Cathe Grieshaber On Reference Images Art Arc Welding Welding Welding Tips

How To Weld Sheet Metal Perfect Panel Prep Tool A Live Demonstration From Eastwood Youtube

Build A Sheet Metal Brake Sheet Metal Brake Welding Projects Metal Welding

