Sheet Metal How Thick For Seal Weld

Following Dfm Guidelines For Working With Sheet Metal Sheet Metal Sheet Metal

Wire Metal Sheet Thickness Gauge 229895 Welding Gage Plated Size Inspection Tool Metal Sheet Stainless Steel Welding Welding

Steel Thickness Chart Sheet Metal Tools Metal Working Welding Classes

Sheet Metal Gauge Chart Sheet Metal Gauge Metal Gauge Sheet Metal
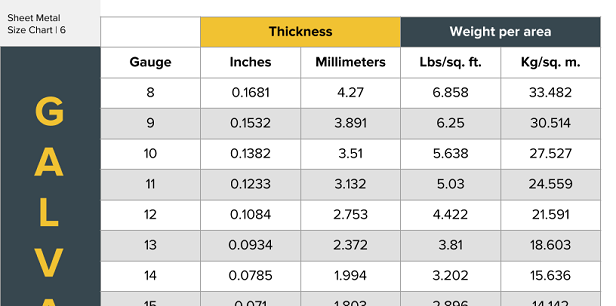
Sheet Metal Sizes Chart All The Numbers That Matter

Content Htm 722 448 Metal Gauge Steel Sheet Metal Sheet Metal Gauge

Andy gives helpful insights and tips to mig weld thin sheet metal.
Sheet metal how thick for seal weld. What thickness or gauge is standard automotive sheetmetal on american vehicles such as a door skin or fender skin. I keep blowing through my thin sheet. Tig welding sheet metal. Try going for a wire of 023 inches when welding sheet metal.
This is why production body shops swear by them. Spot welding is usually used to join a panel of overlapping sheet metal parts that are usually 3mm thick. The ration of thickness should not exceed 3 1mm. Lap welds are used when quick results are needed.
Forget the larger 1 8 inch tungsten electrode and use a smaller one. When welding mild steel a good rule of thumb is to set the amperage level at 1 amp for every 0 001 of thickness. I m practicing up on my mig and am trying to determine settings using er70 6s and c25. Metal thickness amperage settings.
Stick welding sheet metal with 6013 rods. For sheet metal i use ine welding wire and it is just as good as their flux cored wire if you want you can grab one here. To weld sheet metal with solid wires use electrode positive ep or reverse polarity. A lap weld is much easier than a butt weld but doesn t seal correctly and will promote moisture from the back side.
Short bursts or tacks will help. Butt weld vs lap weld. This is because the strength of the joints depends on the number and size of the weld. The tables in my texts and on the machine reference gauge.
Andy fogarty demonstrates how to weld thin metal to thick. While wire feed welding sheet metal go for short bursts of welding instead of a going on a long bead. So if you are welding 12 gauge mild steel with a thickness of 0 100 you would set the machine at 100 amps. Thanks for any info.
This is the thinnest sheet metal i have ever welded using this process.

Asap Metal Fabricators Tools And Information Table Of Metal Gauges And Weights Metal Gauge Steel Sheet Metal Sheet Metal Gauge

Springback Sheet Metal Metal Forming Metal Working Projects

Pin On Al Alloy Sheet

Pin By Laurie Simpson On Charts Sheet Metal Gauge Metal Gauge Sheet Metal Shop

Pin On Diy

Pin On Projects To Try

3 Passes Weld Hardwire 1 2mm 31 Volts On 300 310 Amps Material Thickness 20mm Weld Welders Weldporn Welding Welder Arcwe Gmaw Welding Welding Welding Art

Metal Working Tips Take The Time To Enjoy Your Hobby Art Projects Foster Relaxation And Have Creative Y Metal Bending Tools Metal Working Metal Working Tools

Welding Table Build Welding Table Welding Table Diy Welding

Osaka S Finest Welding And Fabrication Metal Welding Welding Aluminum

12 X 10 Gauge Sheet Metal Roller Slip Roll Rolling Metalworking Brass Steel Metal Bending Tools Sheet Metal Roller Sheet Metal Tools

Sheet Metal Bender Brake The Make Diy First Use Stainless Steel Bbq Sheet Metal Bender Metal Bender Sheet Metal

Repost Paulrey27 With Repostapp This Is How The Corners Work With The Double Miter Glue Two Together And Welding Projects Metal Projects Metal Working

Pin On Sheet Metal Brake

Pin On Backyardequip Com

Click Here To View On Youtube Homemade Tools Reamers Homemade

Sheet Metal Gauge To Mm Gauge To Thickness Chart Download Sheet Metal Is Metal Formed By An Industrial Process Into Sheet Metal Gauge Metal Gauge Sheet Metal

Stainless Steel Jamb Seal Spot Welding Machine Welding Machine Spot Welding
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsvfufnaqcpiejnoeum0jwy1g424gj8gg3t The 0jsb6qozfcm Usqp Cau

How To Unfold Radius Corners Advanced Sheet Metal Made Easy With Topsolid 7 Sheet Metal Metal Sheet Design Solidworks Tutorial

Scrap Weenie Dog Welded Art Metal Dachshund Sculpture Scrap Metal Dog Steel Animal German Hammer Dog Scrap Metal Art Metal Tree Wall Art Welding Art Projects

Blacksmith Anvil Stand Forging Etsy In 2020 Sheet Metal Fabrication Blacksmithing Cool Welding Projects

Homemade Sheet Metal Bender Sheet Metal Bender Metal Bender Metal Working Tools

1 300mm Bending Machine Excluding Bench Vice Maximum Thickness Of Coiled Plate Stainless Steel 1mm Gal Steel Sheet Metal Machining Metal Sheet Metal Roller

Satz Von 4 Fur 4 X 4 Beitrage Heavy Duty Shop Tisch Pergola Image 2 Sheet Metal Fabrication Pergola Cnc Table

Homemade Sheet Metal Bender Sheet Metal Bender Metal Bender Sheet Metal

American Precision Spring Has Thin Sheet Metal Spot Welders Capable Of Spot Welding Different Thickness Of Material We Can We Spot Welding Welding Spot Welder

First Welds With My First Own Tig Welder At Home 2020mm 1 5mm Thick Sqare Tube Tig Welder Welders Weld

Astm Plate Thickness Tolerance Chart In 2020 Steel Sheet Metal Galvanized Steel Sheet Types Of Sheet Metal

Geomembrane Welder Welding Machine Overlap Sealing Pvc Plastic Layer 10cm Welding Machine Welding Pvc

Youtube Sheet Metal Bender Metal Bender Sheet Metal
Bench Top Box Pan Sheet Metal Brake By J Hartnell Sheet Metal Brake Sheet Metal Fabrication Sheet Metal

Mini Block 24 X36 3 16 Thick Fabblock Fb2436 188 Weld Table By Certiflat Fabblock Only Welding Table Diy Welding Table Modular Table

Compact Camping Trailer Welding Projects Welding Welding Jobs

Pin By Chubflub On Lighting Sheet Metal Folding Machine Metal Bending

Pin On Our Tools And Products

Metal Working Projects Etsy Might Be A Terrific Spot For People Who Like Arts And Crafts You Can Get H Metal Working Projects Sheet Metal Tools Metal Working

Eastwood 12 Inch Box And Pan Sheet Metal Brake In 2020 Sheet Metal Brake Sheet Metal Metal Bending Tools

Custom Air Box Sheet Metal Fabrication Welding Aluminum Metal Shaping

For Sale Is Two Welded Dogs Made From Thick Steel Pieces I Use Different Materials Recycled Tools Recycled Parts Dog Sculpture Scrap Metal Art Dog Figurines

Metalsdepot Buy Aluminum Sheet Online Stainless Steel Sheet Steel Sheet Stainless Steel Sheet Metal

Pin By Spivakov Andrey On Instrumenty Clamp Twist Welding Jig

